
①尺寸标注方法分析 (a) ) 图2-6零件尺寸标注分析利
① 尺寸标注方法分析
② 零件图的完整性和准确性分析 ③零件技术要求分析 ④零件材料分析 (2)零件的结构工艺性分析 零件的结构工艺性是指所设计的零件在满足 使用性能要求的前提下制造的可行性和经济性。 良好的结构工艺性,可以使零件加工容易,节省 工时和材料。而较差的零裤结构工艺性,会使加 工困难,浪费工时和材料,有时甚至无法加工。 因此,零件各加工部位的结构工艺性应符合数控 加工的特点。 ①零件的内腔和外形最好采用统一的几何类 型和尺寸,这样可以减少刀具规格和换刀次数, 是编程方便,提高生产率。 ②内槽圆角的大小决定着刀具直径的大小,A 所以内槽圆角半径不应太大
② 零件图的完整性和准确性分析 ③ 零件技术要求分析 ④ 零件材料分析 (2)零件的结构工艺性分析 零件的结构工艺性是指所设计的零件在满足 使用性能要求的前提下制造的可行性和经济性。 良好的结构工艺性,可以使零件加工容易,节省 工时和材料。而较差的零件结构工艺性,会使加 工困难,浪费工时和材料,有时甚至无法加工。 因此,零件各加工部位的结构工艺性应符合数控 加工的特点。 ① 零件的内腔和外形最好采用统一的几何类 型和尺寸,这样可以减少刀具规格和换刀次数, 是编程方便,提高生产率。 ② 内槽圆角的大小决定着刀具直径的大小, 所以内槽圆角半径不应太大
③铣槽底平面时,槽底圆半径不要过大。 ④应采用统一的基准定位。在数控加工中若没有统一 的定位基准,则会因为工件的二次装夹而造成加工后两个 面上的轮廓位置及尺寸不协调现象。 R<02H R>02H () 6) 图2-7内槽结构工艺性对比 图2-8槽底平面圆弧对加工工艺的影响
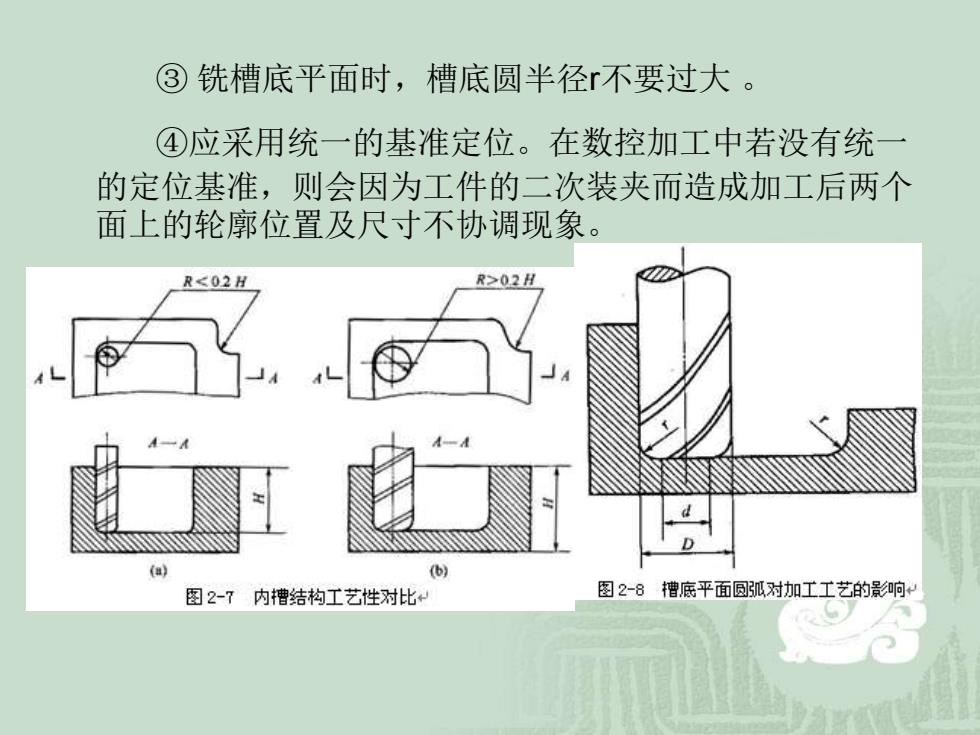
③ 铣槽底平面时,槽底圆半径r不要过大 。 ④应采用统一的基准定位。在数控加工中若没有统一 的定位基准,则会因为工件的二次装夹而造成加工后两个 面上的轮廓位置及尺寸不协调现象
⑤选择合适的零件安装方式 数控机床加工时,应尽量使零件能够一次安装,完 成零件所有待加工面的加工。要合理选择定位基准和夹 紧方式,以减少误差环节。应尽量采用通用夹具和组合 夹具,必要时才设计专用夹具,夹具设计的原理和方法 与普通机床所用的夹具相同,但应使其结构简单,便于 装卸,操作灵活。 此外,还应分析零件所要求的加工精度、尺寸公差 等是否可以得到保证,有没有引起矛盾的多余尺寸或影 响加工安排的封闭尺寸等
⑤选择合适的零件安装方式 数控机床加工时,应尽量使零件能够一次安装,完 成零件所有待加工面的加工。要合理选择定位基准和夹 紧方式,以减少误差环节。应尽量采用通用夹具和组合 夹具,必要时才设计专用夹具,夹具设计的原理和方法 与普通机床所用的夹具相同,但应使其结构简单,便于 装卸,操作灵活。 此外,还应分析零件所要求的加工精度、尺寸公差 等是否可以得到保证,有没有引起矛盾的多余尺寸或影 响加工安排的封闭尺寸等
2.3数控加工工艺路线设计 工艺路线的拟定是制定工艺规程的重要内容之一, 其主要内容包括:选择各加工表面的加工方法、划分加 工阶段、划分工序以及安排工序的先后顺序等。 2.3.1加工方法的选择 机械零件的形状是多种多样的,但它们都是由平面、 外圆柱面、内圆柱面或曲面、成形面等基本表面组成的。 每一种表面都有多种加工方法,具体选择时应根据零件 的加工精度、表面粗糙度、材料、结构形状、尺寸及生 产类型等因素,选用相应的加工方法和加工方案。 (1)外圆表面加工方法的选择
2.3 数控加工工艺路线设计 工艺路线的拟定是制定工艺规程的重要内容之一, 其主要内容包括:选择各加工表面的加工方法、划分加 工阶段、划分工序以及安排工序的先后顺序等。 2.3.1 加工方法的选择 机械零件的形状是多种多样的,但它们都是由平面、 外圆柱面、内圆柱面或曲面、成形面等基本表面组成的。 每一种表面都有多种加工方法,具体选择时应根据零件 的加工精度、表面粗糙度、材料、结构形状、尺寸及生 产类型等因素,选用相应的加工方法和加工方案。 (1)外圆表面加工方法的选择