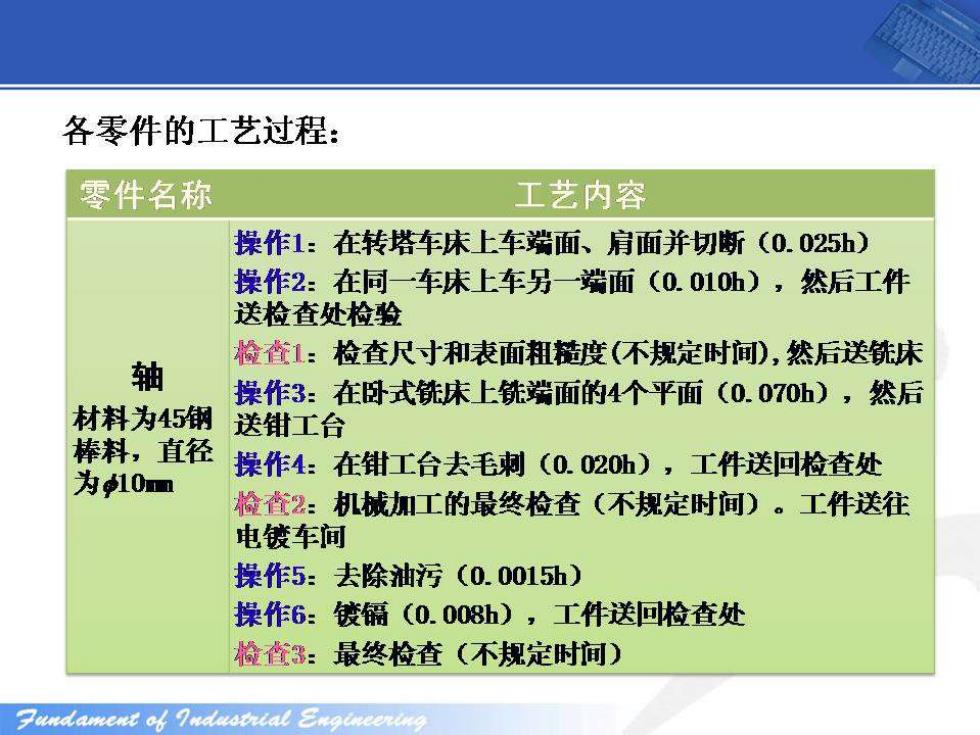
各零件的工艺过程: 零件名称 工艺内容 操作1:在转塔车床上车端面、肩面并切断(0.025h) 操作2:在同一车床上车另一端面(0.010h),然后工件 送检查处检验 检查1:检查尺寸和表面粗糙度(不规定时间),然后送铣床 轴 操作3:在卧式统床上铣端面的4个平面(0.070h),然后 材料为45钢 送钳工台 棒料,直径 操作4:在钳工合去毛刺(0.020h),工件送回检查处 为10■ 检查2:机械加工的最终检查(不规定时间)。工件送往 电镀车间 操作5:去除油污(0.0015h) 操作6:镀镉(0.008h),工件送回检查处 检查3:最终检查(不规定时间) ☑dament of ndustrial已gineering
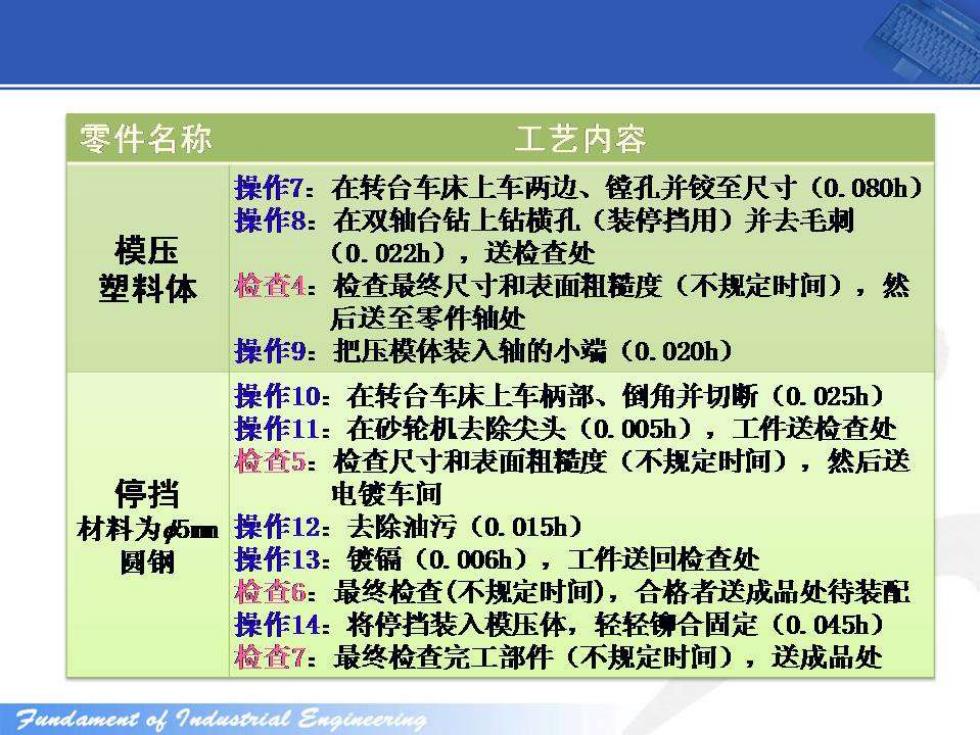
零件名称 工艺内容 操作7:在转合车床上车两边、镗孔并铰至尺寸(0.080h) 操作8:在双轴合钻上钻横孔(装停挡用)并去毛刺 模压 (0.022弘),送检查处 塑料体 检查4:检查最终尺寸和表面粗糙度(不规定时间),然 后送至零件轴处 操作9:把压模体装入轴的小端(0.020) 操作10:在转合车床上车柄部、倒角并切断(0.025h) 操作11:在砂轮机去除尖头(0.005h),工件送检查处 检查5:检查尺寸和表面粗糙度(不规定时间),然后送 停挡 电镀车间 材料为5▣操作12:去除油污(0.015bh) 圆钢 操作13:镀镉(0.006h),工件送回检查处 检查6:最终检查(不规定时间),合格者送成品处待装配 操作14:将停挡装入模压体,轻轻铆合固定(0.045h) 检查7:最终检查完工部件(不规定时间),送成品处 ☑dament of udustrial已gineering
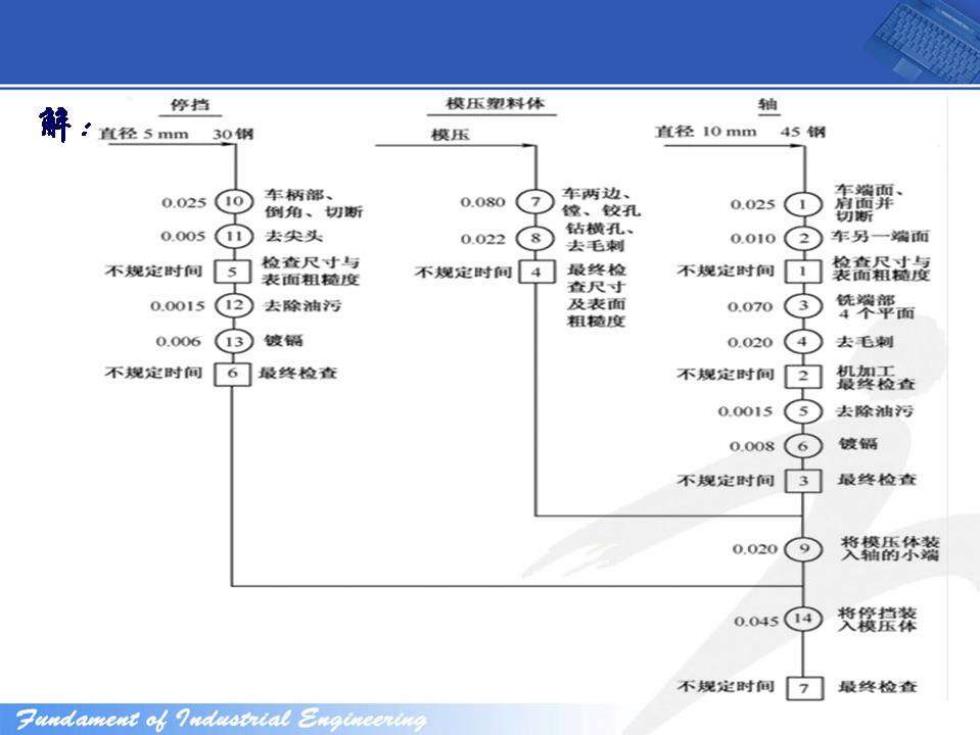
停挡 模压料体 解 轴 直径5mm30锅 模压 直径10mm 45钢 0.025 10 车柄部、 0.080 (7 车两边、 倒角、切断 位、较孔 0.025 ① 在端面、 面并 切新 0.005 m 去尖头 0.022 8 钻横孔、 去毛刺 0.010 2 车另一端面 不规定时间 检查尺时与 表面粗糙度 不规定时间 4 最终检 不规定时间 i7 袅高霜高凌 查尺可 0.0015 12 去除油污 及表面 0.070 3 洗端部 粗糖度 4不平面 0.006 3 镀锅 0.020 4 去毛刺 不规定时间 6 最终检查 不规定时间 2向 极樱轻在 0.001s s 去除油污 0.008 6 镀解 不规定时间 3 最终检查 0.020 9 獎糝需朱装 0.045 14 炎篌莹黎 不规定时间 7 最终检查 ☑dament of udustrtal已gineering
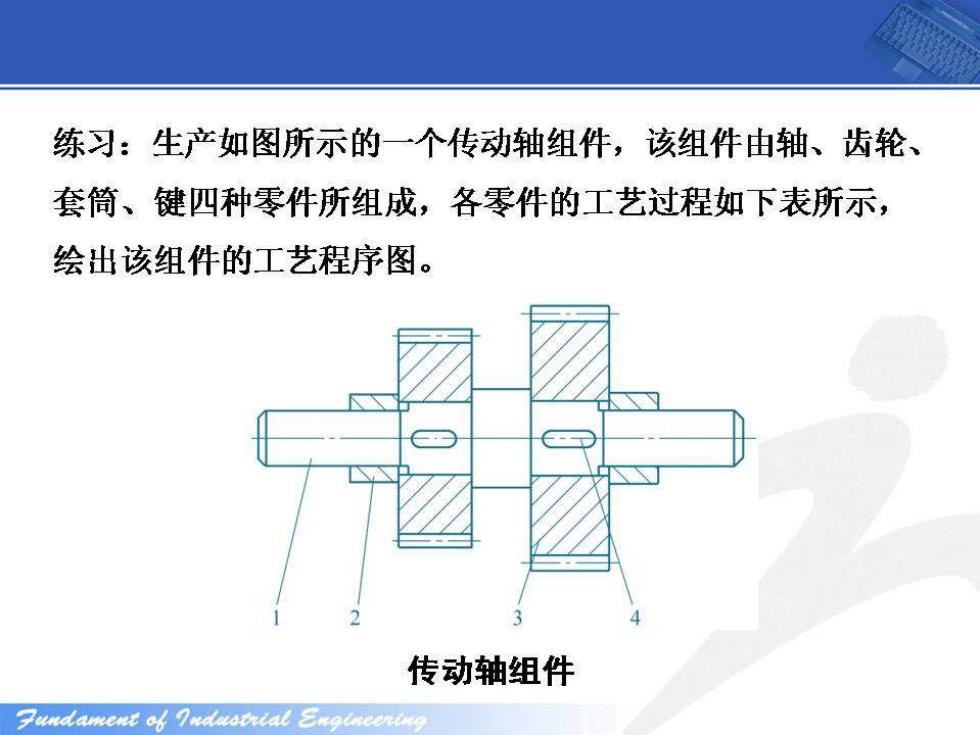
练习:生产如图所示的一个传动轴组件,该组件由轴、齿轮、 套简、键四种零件所组成,各零件的工艺过程如下表所示, 绘出该组件的工艺程序图。 传动轴组件 ☑dament of udustrial已gineering

该组件的加工工艺为: 工序 加工内客 工序 加工内容 轴:制40C红,特料80 加工11 在转塔车床上,粗车各部(0.25) 知工1 在车床上,车将面、外侧、打顺尖孔025) 加工12 C616上,箱车各部(016) 加工2 在车床上,车另一将面,外、打顺尖孔1) 加工13 Y38上,液齿05) 加工3 在车床上,箱车外圆0.25) 加工14 倒角机上,倒角) 加工4 在先床上,瓮键槽(0.08) 知工15 新床上,扬接槽11) 加工5 钳工合上,去毛刺(@.03) 加工16 钳工合上,去毛刺(@1) 加工6 调质 知工17 Y5714上,剥齿(0.250 加工7 在外圆磨床上,磨外圆鱼) 加工18 摊童1 检查尺寸及表面粗褚度 220上,磨内解(0.16) 加工19 平健:外购州 5714上,齿(025) 知工&平能装入轴上0.帕2) 脸查2 检查是否达规定的技术要求 加工20 者轮:材州45朝蟹-35,) 齿轮套入轴上0.0) 套等:外购件 加工9 像造 加工21 套筒装入#上0.02上) 加工10 正火 接查3 景终检查 ☑ndament af ]ndustrial已gineeniu9