试卷代号:2430 座位号■■ 中央广播电视大学2008一2009学年度第一学期“开放专科”期术考试 数控编程技术试题 2009年】月 题 号 二 三 四 总分 分 数 得 分 评卷人 一、单项选择题(15道题,每小题3分,共45分) 1.切槽加工时,要在槽底有1.5秒的刀具进给暂停动作。用FANU(数控系统编程,正 确的程序段是()。 A.G04P1.5 B.G04X1.5 C.M00P1500 ID.M01X1.5 2.采用半径编程方法编写圆弧插补程序时,当其圆弧所对圆心角( )180度时,该半 径R取负值。 A.大于 B.小于 C.小于或等于 ).大于或等于 3.对程序段:…;N40(G96S200M03;N45G50S1200;·解释正确的是()。 A.主轴恒线速度控制,线速度为1200m/imin,且主轴正转 B.主轴恒转速控制,以线速度1200mm/nmin、转速200r/min正转 C.主轴恒线速度控制,以线速度200m/min正转,最高主轴转速限制为1200,/min ).主轴恒线速度控制,以线速度200nmm/r正转,最高主轴转速限制为1200r/nin 1926
试卷代号 :2430 座位号巨一口 「!,央I’一播电视大学2008-2009学年度第一学期“开放专科”期末考试 数控编程技术 试题 2009年 1月 题 号 四 总 分 分 数 得 分 评 卷人 一、单项选择题《15道题 ,每小题 3分 ,共 45分 ) 切槽加工时,要在槽底有 1. 5秒的刀具进给暂停动作。用 FANUC数控系统编程,正 确 的程序段是( A. G04 P1 13. G04 X1. 5 C. M 00 P1500 1). M01 X1 采用半径编程方法编写圆弧插补程序时,当其圆弧所对圆心角( >180度时,该半 径 R取负值 。 A.大 于 13.小于 C.小于或等于 1).大于或 等于 对程序段:... ;N40 G96 S200 M03 ; N45 G50 S1200;…解释正确的是( A.主轴恒线速度控制,线速度为 1200 m/thin,且主轴正转 13.主轴恒转速控制,以线速度 1200 mm/min、转速 200:八nin正转 主轴恒线速度控制,以线速度 200 m/mir,正转 ,最高主轴转速限制为1200 r/min 仁轴恒线速度控制 ,以线速度 200 mm/:正转 ,最高 主轴转速限制为工200 r八nin 1926
4.现代数控系统中都有子程序功能,并且子程序( )嵌套。 A.可以无限层 B.只能有一层 C.可以有限层 D.不能 5.FANUC数控系统中,#110属于( A.公共变量 B.局部变量 C.系统变量 D.常量 6.程序停止,程序指针复位到起始位置的指令是()。 A.M00 B.M01 C.M02 D.M30 7.在铣削固定循环后,如果指令了( )代码,固定循环则自动被取消,变成G80状态。 A.G98 B.F50 C.G02 D.M07 8.加工中心编程与数控铣床编程的主要区别是()。 A.主轴指令 B.换刀程序 C.宏程序 D.进给方式 9.数控系统不同,采用的增量编程格式也不一样,下列表示中()不是增量编程的格式。 A.G91G01X40Y25F300 B.G90G01X100Y45F200 C.G01U40V25F100 D.G01U40W25F200 10.在数控铣床上用20铣刀执行下列程序后,其加工圆弧的直径尺寸是()。 … N15S600M03 20G90G01G41X18.0Y24.0D01F300(刀具半径补偿偏置值r=10.1) N25G02X74.0Y32.0R40.0F180 A.80.2 B.$80.4 C.÷79.8 D.79.6 1927
4.现代数控系统中都有子程序功能,并且子程序( )嵌套。 A.可 以无限层 B.只能有一层 C.可 以有限层 D.不能 5. FANUC数控系统中,# 110属于( )。 A.公共变量 B.局部变量 C.系统变量 D.常量 6.程序停止,程序指针复位到起始位置的指令是( )。 A.M OO B. M O 1 C. M 02 D. M 30 7.在铣削固定循环后,如果指令了( )代码,固定循环则自动被取消,变成 G80状态。 A.G98 B. F50 C. G02 D. M 07 8.加工中心编程与数控铣床编程的主要区别是( )。 A.主轴指令 B.换刀程序 C.宏程序 D.进给方式 9.数控系统不同,采用的增量编程格式也不一样,下列表示中( )不是增量编程的格式。 A.G91 G01 X40 Y25 F300 B. G90 GO1 X100 Y45 F200 C. G01 U40 V25 F100 D. G01 U40 W 25 F200 10.在数控铣床上用020铣刀执行下列程序后,其加工圆弧的直径尺寸是( )。 N15 S600 M 03 20 X90 GO] G41 X18. 0 Y24. 0 D01 F300(刀具半径补偿偏置值 r=10. 1) N25 G02 X74. 0 Y32. 0 R40. 0 F180 A.那o.2 B. 0 80. 4 C. 0 79. 8 D. 079. 6 1927
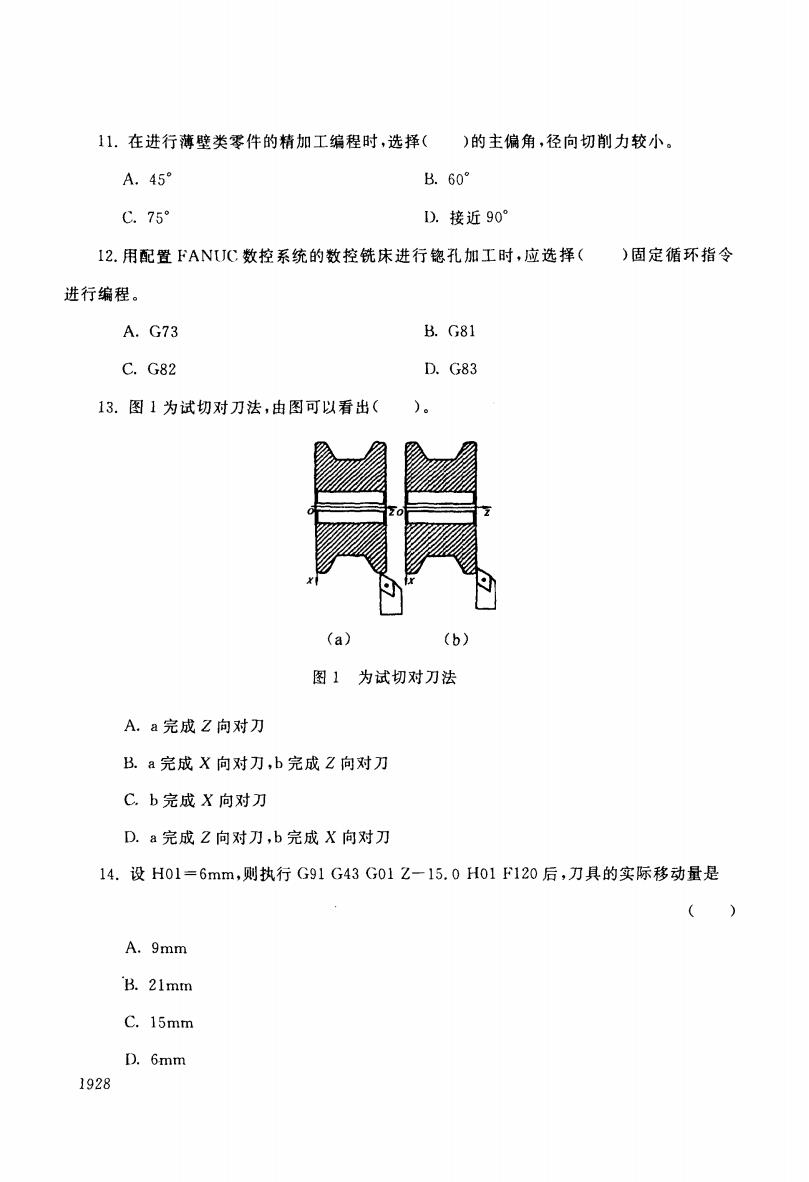
11.在进行薄壁类零件的精加工编程时,选择( )的主偏角,径向切削力较小。 A.45 B.60° C.75 ID.接近90° 12.用配置FANUC数控系统的数控铣床进行锪孔加工时,应选择( )固定循环指令 进行编程。 A.G73 B.G81 C.G82 D.G83 13.图1为试切对刀法,由图可以看出()。 (a) (b) 图1为试切对刀法 A.a完成Z向对刀 B.a完成X向对刀,b完成Z向对刀 C.b完成X向对刀 D.a完成Z向对刀,b完成X向对刀 14.设H01=6mm,则执行G91G43G01Z一15.0H01F120后,刀具的实际移动量是 ( ) A.9mm B.21mm C.15mm D.6mm 1928
11.在进行薄壁类零件的精加工编程时,选择 ( )的主偏角 ,径向切削力较小。 .45- .75o I3. 60 I).接近 900 12.用配置 FANUC数控系统的数控铣床进行惚孔加工时,应选择( )固定循环指令 进行编程 。 A. G73 B. 0781 C. G82 D. G83 13.图 1为试切对刀法,由图可以看出( (a) (b) 图 1 为试切对刀法 A. a完成 Z向对刀 B. a完成 X 向对刀,b完成 Z向对刀 C. b完成 X 向对刀 D. a完成 Z向对刀 ,b完成 X向对刀 14.设 HO1=6mm,则执行 G91 G43 G01 Z-15.0 HO1 F120后,刀具的实际移动量是 ( A. 9 mm ’ B. 21mm C. 15mm D. 6 -mm 1928
15.用于FANUC数控系统编程,对一个厚度为20mm、Z轴零点在上表面的零件钻孔, 其中一段程序表述如下:G99G83X10.0Y20.0Z-20.0Q5.0R3.0F80.0;对执行该程序段 描述不正确的是( )。 A.啄钻,钻孔位置在(10,20)点上,钻头尖钻到Z一20.0的位置,安全间隙面在Z3.0 的高度上,每次啄钻深度为5mm,进给速度为80mm/min B.啄钻,钻孔位置在(10,20)点上,钻削深度为20mm,安全间隙离上表面3.0mm,每 次啄钻深度为5mm,且钻后回退到参考平面 C.啄钻,钻孔位置在(10,20)点上,钻削深度为23mm,安全间隙面在Z3.0的高度 上,每次啄钻深度为5rmm,进给速度为80mm/min D.啄钻,钻孔位置在(10,20)点上,执行该程序段后,尚未达到通孔钻削 得分 评卷人 二、判断题(10道题,每小题2分,共20分) 1.程序N100G01X100Z80:N110G01X90Z60;可以用N100G01X100Z80;N110 X90Z60代替。 () 2.从“A”点(X20,Y10)到“B”点(X60,Y30),分别使用“G00”及“G01”指令编制程序,其 刀具路径相同。 () 3.G65指令的含义是调用宏程序。 () 4.用于选择YZ平面的G代码是G18。 () 5.程序校验与首件试切的作用是检验程序是否正确及零件的加工精度是否满足图纸要求。 () 6.当进行零件轮廓车削时,若加工的要素含有90度的台阶,车刀的主偏角应大于90度。 () 7.同一指令代码,在不同数控系统中所代表的功能可能是不一样的。 () 8.执行M00指令后,机床运动停止,重新按“启动”按钮后,再继续执行后面的程序段。 9.在G43G01Z15.0H15F150语句中,H15表示的是刀具长度补偿值。 () 10.数控机床旋转轴之一的A轴是绕Y轴旋转的轴。 () 1929
15.用于 FANUC数控系统编程,对一个厚度为 20mm,Z轴零点在上表面的零件钻孔, 其中一段程序表述如下:G99 G83 X10. 0 Y20. 0 Z-20. 0 Q5. 0 R3. 0 F80. 0;对执行该程序段 描述不正确的是( )。 A.啄钻,钻孔位置在(10,20)点上,钻头尖钻到 Z-20. 0的位置,安全间隙面在Z3. 0 的高度上,每次啄钻深度为 5mm,进给速度为 80mm/min B.啄钻,钻孔位置在(10,20)点上,钻削深度为20mm,安全间隙离上表面3. Omm,每 次啄钻深度为 5mm,且钻后 回退到参考平面 C.啄钻 ,钻孔位置在(10,20)点上,钻削深 度为 23mm,安全 间隙面在 Z3. 0的高度 上 ,每次啄钻深度为 5mm,进给速度为 80mm/min D.啄钻,钻孔位置在(10,20)点上,执行该程序段后,尚未达到通孔钻削 得 分 评卷人 二 、判断题 (10道题 .每小题 2分 ,共 20分) 1.程序 N100 G01 X100 Z80;N110 G01 X90 Z60;可 以用 N100 G01 X100 Z80; N110 X90 Z60代替。 ( ) 2.从“A',点(X20 , YlO)到“B',点(X60, Y30),分别使用“G00”及“G01”指令编制程序,其 刀具路径相同。 ( ) 3. G65指令的含义是调用宏程序。 ( ) 4.用于选择 YZ平面的 G代码是 G18, ( ) 5.程序校验与首件试切的作用是检验程序是否正确及零件的加工精度是否满足图纸要求。 ( ) 6.当进行零件轮廓车削时,若加工的要素含有 90度的台阶,车刀的主偏角应大于 90度。 ( ) 7.同一指令代码,在不同数控系统中所代表的功能可能是不一样的。 ( 8.执行 M00指令后,机床运动停止,重新按“启动”按钮后,再继续执行后面的程序段。 9.在G43 G01 Z15.0 H15 F150语句中,H15表示的是刀具长度补偿值。 10‘数控机床旋转轴之一的 A轴是绕 Y轴旋转的轴 。 1929
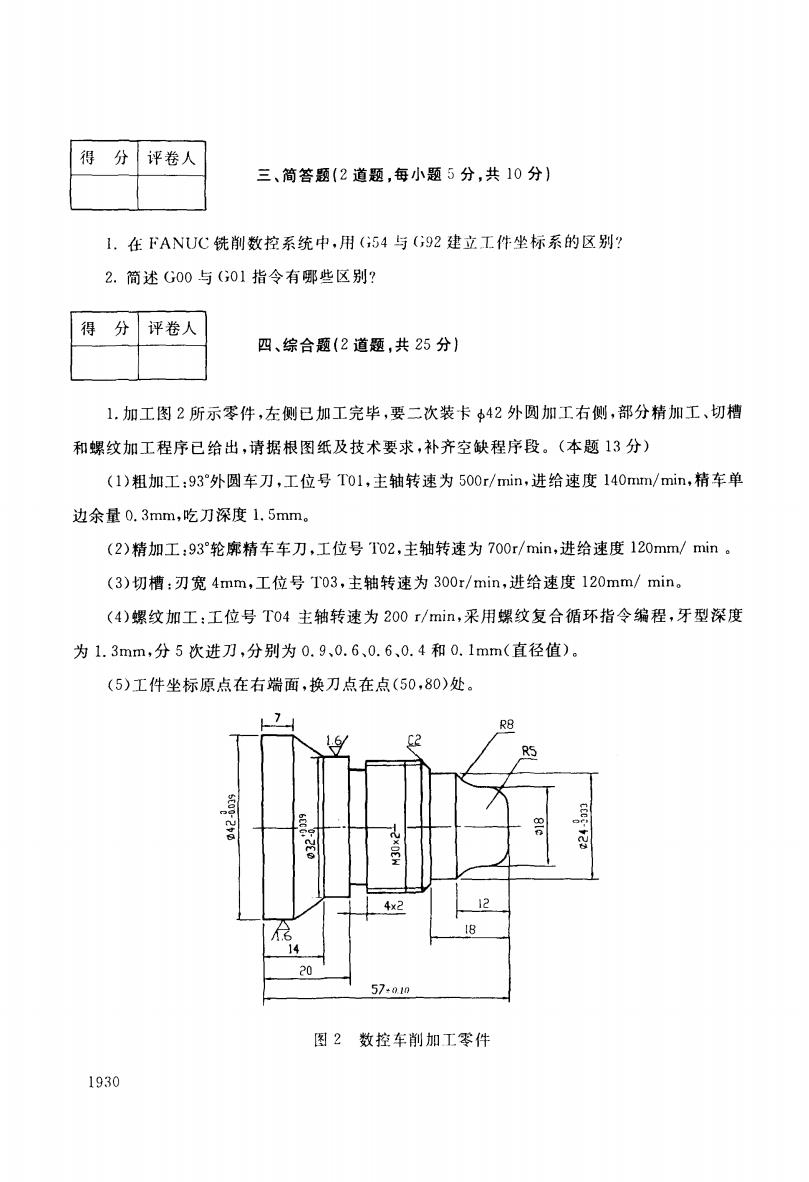
得分 评卷人 三、简答题(2道题,每小题5分,共10分) 1.在FANU(铣削数控系统中,用(54与(92建立工件坐标系的区别? 2.简述G00与(01指令有哪些区别? 得 分 评卷人 四、综合题(2道题,共25分) 1.加工图2所示零件,左侧已加工完毕,要二次装卡b42外圆加工右侧,部分精加工、切槽 和螺纹加工程序已给出,请据根图纸及技术要求,补齐空缺程序段。(本题13分) (1)粗加工:93°外圆车刀,工位号T01,主轴转速为500r/min,进给速度140mm/min,精车单 边余量0.3mm,吃刀深度1.5mm。 (2)精加工:93°轮廓精车车刀,工位号I02,主轴转速为700r/min,进给速度120mm/min。 (3)切槽:刃宽4mm,工位号T03,主轴转速为300r/min,进给速度120mm/min。 (4)螺纹加工:工位号T04主轴转速为200r/mi,采用螺纹复合循环指令编程,牙型深度 为1.3mm,分5次进刀,分别为0.9、0.6、0.6、0.4和0.1mm(直径值)。 (5)工件坐标原点在右端面,换刀点在点(50,80)处。 R8 2 R距 4x2 12 18 14 20 57+01n 图2数控车削加工零件 1930
得 分 评卷人 三、简答题(2道题 ,每小题 J分,共 10分) 1.在FA NUC铣削数控系统中,用(754与(J92建立工件坐标系的区别? 2.简述 0700与 (T01指令有哪些区别? 得 分 评卷人 四、综合题(2道题 .共 25分 ) 1.加工图2所示零件,左侧已加工完毕,要二次装卡小42外圆加工右侧,部分精加工、切槽 和螺纹加工程序已给出,请据根图纸及技术要求,补齐空缺程序段。(本题 13分) (1)粗加工:93“外圆车刀,工位号TO1,主轴转速为 500 r/min,进给速度 140 nun/ min,精车单 边余量0. 3mm,吃刀深度 1. 5mmo (2)精加工:930轮廓精车车刀,I位号‘1'02,主轴转速为 700r/min,进给速度 120mm/ min。 (3)切槽:刃宽 4mm,工位号 ‘103,主轴转速为 300r/min,进给速度 120mm/ min, (4)螺纹加工:工位号 T04主轴转速为 200 r/min,采用螺纹复合循环指令编程,牙型深度 为 1. 3mm,分 5次进刀,分别为0. 9,0.6,0.6,0.4和 0. I mm(直径值)。 (5)工件坐标原点在右端面,换刀点在点 (50,80)处。 沪门。︸.闺寸e 图 2 数控车削加工零件 1930