■快速成型方法分类(本章内容): 6.1立体光造型技术(SLA) 6.2选择性激光烧结技术(SLS) 6.3激光薄片叠层制造技术(LOM) 6.4熔沉积快速成型技术(FDM) 6.5其它快速成型方法
◼ 快速成型方法分类(本章内容): 6.1 立体光造型技术 (SLA ) 6.2 选择性激光烧结技术 (SLS) 6.3 激光薄片叠层制造技术 (LOM) 6.4 熔融沉积快速成型技术(FDM) 6.5 其它快速成型方法
6.1立体光造型技术(SLA) 立体光造型技术,又称光敏树脂液相固化成形或立体光 刻)。最早由Charles Hul发明并于1984年获得专利,1988 年 美国3D系统公司推出商品化的世界上第一台快速成形机。 ■基本原理: SL工艺是基于液态光敏树脂的光聚合原理工作。这种 液态材料在一定波长和功率的紫外线光(如:入=325nm 紫外线)的照射下能迅速发生光聚合反应,相对分子量急 剧增大,材料也由液态变成固态
6.1 立体光造型技术 ( SLA ) 立体光造型技术,又称光敏树脂液相固化成形或立体光 刻)。最早由Charles Hul发明并于1984年获得专利,1988 年 美国3D系统公司推出商品化的世界上第一台快速成形机。 ◼ 基本原理: SL工艺是基于液态光敏树脂的光聚合原理工作。这种 液态材料在一定波长和功率的紫外线光(如:λ = 325 nm 紫外线)的照射下能迅速发生光聚合反应,相对分子量急 剧增大,材料也由液态变成固态

基本原理图 扫描器 光学系统 激光器 扫描控制 计算机 升降控制 成型零件 升降台 液态光敏树脂 容器 图SLA基本原理图
◼ 基本原理图 图 SLA基本原理图
■优缺点 》优点 SLA方法是目前快速成形技术领域中研究得最多的方法 也是技术上最为成熟的方法。该方法成型精度高、表面质量 好、原材料利用率将近100%,能制造出形状特别复杂(如 空心零件)、特别精细(如首饰、装饰品等)的零件。 制造出来的原型件,可快速翻制各种模具。 >缺点 需要支撑,树脂收缩导致精度下降,材料昂贵,光固化 树脂有一定的毒性等
◼ 优缺点 ➢ 优点 SLA方法是目前快速成形技术领域中研究得最多的方法, 也是技术上最为成熟的方法。该方法成型精度高、表面质量 好、原材料利用率将近100%,能制造出形状特别复杂(如 空心零件)、特别精细(如首饰、装饰品等)的零件。 制造出来的原型件,可快速翻制各种模具。 ➢ 缺点 需要支撑,树脂收缩导致精度下降,材料昂贵,光固化 树脂有一定的毒性等
■应用: (1)可直接制作树脂功能件,用作结构验证和功能测试 (2)可制作比较精细和复杂零件 (3)可制造出有透明效果的制件 (4)制造出来的原型可以翻制各种模具
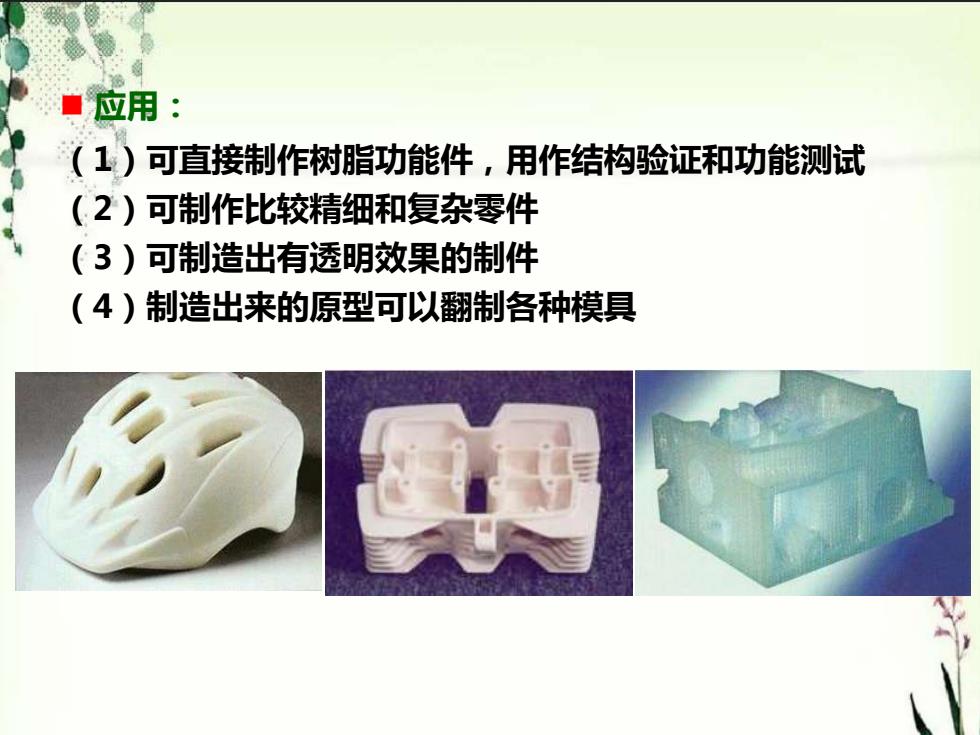
◼ 应用: (1)可直接制作树脂功能件,用作结构验证和功能测试 (2)可制作比较精细和复杂零件 (3)可制造出有透明效果的制件 (4)制造出来的原型可以翻制各种模具